|
Технические данные
|
|
Ширина плиты (мм)
|
1500
|
|
Толщина плиты (мм)
|
20 ÷ 250
|
|
Плотность плиты (кг/м3)
|
40 ~ 200
|
|
Производительность (м3/22 ч)
|
460 (c толщ. 120мм @ 100кг/м3)
|
|
Расход волокна (кг/ч)
|
2000 а.с.
|
|
Сырьё
|
щепа
|
|
Нач.влажность (max)
|
100%
|
|
Тип пресса
|
непрерывный
|
|
Гидравлика пресса
|
масло
|
|
Нагрев пресса
|
пар
|
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА:

МОЩНОСТЬ ОБОРУДОВАНИЯ


СЫРЬЁ
Древесина
характеристики
- тип сырья щепа
- качество сырья без примесей (камни, метал и т.д..)
- влажность 100 % аtro
Клей
Жидкий клей MDI, 100%-ной концентрации Европейского стандарта качества
Расход 4%
Эмульсия
Расход 0.5 ~ 1.5 сух. кг/м³
Вода
Характеристики
- Давление
• Холодная вода 2 bar min.
• Охлаждающ.вода 4 bar min.
- Температура < 25°C
- Жёсткость < 120 мг CaO/l
- Содержание хлоридов < 80 ppm
- Значение pH при 20°C 6 ~ 7.5
- Нерастворимые примеси никаких
ЭНЕРГИЯ
Тепловая энергия
Сушилка
Потребление тепловой энергии зависит от содержания влаги в волокнах.
Потребление : 1.8 гкал/ч (2.1 MW)
Пар
Используется в предварительной пропарке щепы для более лёгкого расщепления на волокна в рафинёре, при транспортировке волокна от рафинёра к сушилке, клеераспределения в волокне и для нагрева пресса
- Избыточное давление пропарки 12 ~ 14 bar
- Избыточное давление рафинёра 12 ~ 14 bar
Потребление рафинёра : 0.96 гкал/ч (1.1 MW)
Расход на тех.линии : 1.7 гкал/ч (2 MW)
Электроэнергия
Характеристики
- Напряжение двигателей 380 V ± 5%
- Частота 50 Hz ± 0.4%
- Напряжение между фазой и нейтралью 230 V
Сжатый воздух
Сжатый воздух предоставляется Заказчиком, необходимое давление в точке подачи 6 bar. Воздух должен быть очищен от влаги и масел и охлаждён до температуры окружающей среды для работы клапанов
Техническая вода
Вода предоставляется Заказчиком, используется в производстве пара, в системе дозирования и для охлаждения насосов в нагревательном контуре.
Кроме того, она используется в системе тушения.
Деминерализованная вода
Используется для выработки пара.
Выбросы пыли
Приблизительные данные; при более низких уровнях эмиссии, требуемых местным законодательством, потребуется установка дополнительного оборудования фильтрации / очистки воздуха (циклоны, скрубберы, и т.д..)
|
Состав оборудования по участкам и услуги
|
|
ПОЗ
|
N.
|
НАИМЕНОВАНИЕ УЧАСТКА
|
|
2100
|
1
|
УЧАСТОК ХРАНЕНИЯ ЩЕПЫ
|
|
2200
|
1
|
УЧАСТОК ОЧИСТКИ ЩЕПЫ
|
|
2300
|
1
|
УЧАСТОК ВЫРАБОТКИ ВОЛОКНА
|
|
2400
|
1
|
СУШИЛЬНОЕ ОТДЕЛЕНИЕ
|
|
3200
|
1
|
ЛИНИЯ ДОЗИРОВАНИЯ
|
|
3300
|
1
|
УЧАСТОК КЛЕЕНАНЕСЕНИЯ
|
|
4000
|
1
|
ЛИНИЯ ФОРМИРОВАНИЯ КОВРА И ПРЕССОВАНИЯ
|
|
5100
5200
|
1
1
|
ЛИНИЯ РАСКРОЯ и
ПЕРЕМЕЩЕНИЯ ПЛИТ
|
|
5900
|
1
|
АСПИРАЦИЯ ПЫЛИ И ФИЛЬТР
|
|
6200
|
1
|
ТЕПЛОЭНЕРГЕТИЧЕСКИЙ ЦЕНТР
|
|
7300
|
1
|
СИСТЕМА ОБНАРУЖЕНИЯ ИСКРЫ
|
|
8000
|
1
|
ЛАБОРАТОРИЯ
|
|
EL
|
1
|
СИСТЕМА ЭЛЕКТРИЧЕСКОГО КОНТРОЛЯ И УПРАВЛЕНИЯ
|
|
EN
|
1
|
ИНЖИНИРИНГОВАЯ ДОКУМЕНТАЦИЯ
|
|
ES
|
1
|
ШЕФ-МОНТАЖ И ЗАПУСК
|
СРОК ДОСТАВКИ
7 месяцев с даты подтверждения заказа, получения авансового платежа, открытия аккредитива и согласования технических характеристик.
ГАРАНТИИ
12 месяцев с момента поставки
ПРИМЕНЯЕМЫЕ СТАНДАРТЫ
Товар соответствует нормам ЕС
Стоимость, указанная в предложении, касается оборудования, предназначенного для установки в зоне не классифицированной директивой 99/92/СE. За информацией относительно применения в других зонах необходимо обратиться в коммерческий отдел ГК «LESPT».
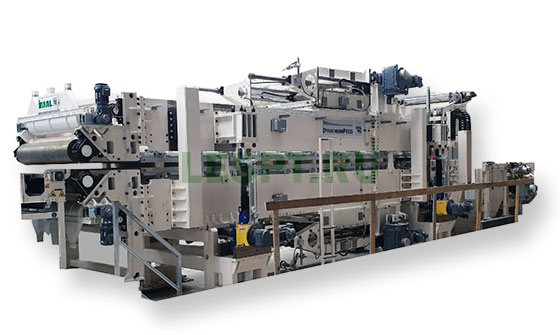
ФОТО : МОНТАЖ ЛИНИИ 2020 г.










ОПИСАНИЕ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ
В настоящий момент, в соответствии с европейскми нормами жилищного строительства и в целях сокращения энергопотребления, а также снижения уровня загрязнения среды со стороны человека, становится актуальной задача эффективной изоляции жилищного сектора и индустриальных объектов. В Европе потребление теплоизоляционных материалов можно представить в виде нижеследующей таблицы:
|
Полистирол и продукты
|
77%
|
|
Минеральная –стекловата и др.
|
18%
|
|
Древесное волокно или др. натуральные материалы
|
5%
|
|
Общее потребление изоляционных материалов в Европе
|
600.000.000 м³
|
|
Потребление древесноволокнистой плиты
|
2.000.000 м³
|
Теплоизоляционная плита производится в основном из отходов лесопильного производства, неделовой древесины, отходы от переработки древесины и т.д. Древесина расщепляется до волокна при помощи механической и тепловой обработки. Полученные таким образом волокна, путём их переплетения и свойлачивания между собой при прессовании, позволяет получить устойчивую древесноволокнистую плиту. Натуральные смолы древесины, выделяющиеся в процессе её расщепления, в совокупности с кремнезёмом придают такой плите после сушки типичную прочность древесной плиты без добавления др. связующих. Для получения влагостойкой и огнестойкой плиты в волокно могут вводиться специальные добавки ( латекс, парафин, суррогат битума на основе натуральной смолы, сульфат аммония и т.д.)
Незначительное пока распространение данной продукции в России вызвано такими факторами как:
a) Это абсолютно новый продукт
b) В России на данный момент отсутствуют производства такой плиты. В Европе существует всего 3 производителя, т.к. первое производство открылось в 2008г.
По сравнению с другими традиционными материалами древесноволокнистые изоляционные плиты имеют большой ряд преимуществ и всё чаще выбирается ведущими архитекторами и строительными фирмами с экологической направленностью в качестве изоляционного материала. Приведём некоторые из них:
a) это натуральный и экологичный продукт
b) более эффективная теплоизоляция
c) лучшая акустическая изоляция
d) пористость плиты способствует испарению водяных паров, образующихся в жилой среде
e) плохая горючесть и отсутствие вредных для здоровья выделений диоксина при горении
f) лёгкость обработки с несущественными отходами
g) образующиеся обрезки и отходы могут быть повторно переработаны, т.к. речь идёт о древесном сырье
При более детальном рассмотрении можно отметить, что:
a) Используемое сырьё —это натуральная, либо вторичная древесина, следовательно, экологичный материал. Используемое сырьё имеется практически в неограниченном количестве, а потому всегда в наличии. Энергопотребление во время производственного процесса достаточно высокое. Загрязнение среды из-за слива отработанных вод сводится практически к минимуму благодаря замкнутому циркуляционному контуру. Отходы от производства теплоизоляционных плит могут быть повторно запущены в производство, либо переработаны в качестве удобрения. Данный материал по всем параметрам соответствует экологичному типу продукции и является существенной альтернативой другим изоляционным материалам.
b) Теплоизоляционная плита —это отличный теплоизолятор, т.к. древесное волокно наряду с хорошей теплопроводностью обладает и отличными теплоёмкими качествами (теплоёмкость (c) 2100 J/kgK) выгода с точки зрения комфорта в летний период тем больше, чем выше значение фазового сдвига и затухания теплового потока. Сдвиг фазы (φ) -это разница во времени между моментом максимальной температуры на улице и временем максимальной температуры внутри помещения, и не должен быть меньше 8/12 часов; затухание теплового потока выражает отношение между максимальным изменением ΔTe внешней температуры и ΔTi внутренней температуры по отношению к средней температуре внутренней поверхности, как это указано в таблице:

c) Древесно-волокнистая плита является отличным шумоизолятором, благодаря повышенной плотности (прибл. от 160 до 250 кг/м3 ) и волокнистости материала. Плита несёт в себе функции звукопоглощения и звуконепроницаемости
d) Древесно-волокнистая плита обладает пористостью, способствующей беспрепятственному испарению водяных паров, имеющихся в жилой среде, а также поддержанию оптимальной влажности и предотвращению образования плесени и конденсата, позволяя тем самым зданию «дышать»
e) Плита обладает низкой горючестью и в случае сжигания не выделяет вредный для здоровья диоксин.
f) Теплоизоляционная плита легко обрабатывается и подгоняется по размерам без обрезков, т.к. является пластичным материалом.
g) Возможные обрезки или отходы могут повторно перерабатываться, т.к. это древесный материал
h) Плиты легко укладываются и в зависимости от назначения могут иметь различную плотность, которая варьирует от50 кг/м3 до250кг /м3 т.е. может жёсткой(поддающейся нагрузкам) или мягкой (пластичной)Плиты легко обрабатываются и поддаются форматному раскрою обычным деревообрабатывающим инструментом. Обычно в строительстве, в зависимости от области назначения используются плиты различной толщины и плотности, либо специальная пазо-гребневая нарезка, для плотной стыковки.
i) Для летней изоляции основной характеристикой является удельная теплопроводность плиты, которая указывает на количество поглощаемой изоляционным материалом теплоты и её повышения внутренней температуры. Чем ниже удельная теплопроводность, тем выше будет внутренняя температура, в следствии реальная проводимость λ увеличится оказывая меньшую сопротивляемость тепловому потоку

|
Характеристики
|
Стекловата
|
Минеральная вата
|
Пенополистирол (EPS)
|
Древесно-волокнистые плиты 160-250
|
|
Удельная теплоемкость CP Дж/(кг*К)
|
880
|
880
|
1270
|
2100
|