По запросу
Артикул: 4901
Запросить цену
Подробнее
Бесплатный звонок по РФ
8 (800) 775 27 18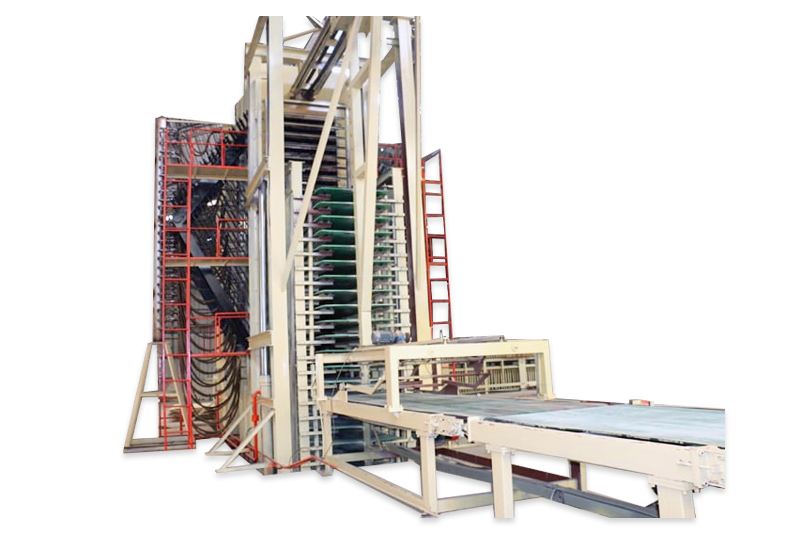
1. Участок I подготовки сырья
2. Участок II сушки сырья
3. Участок III клееподготовки и осмоления
4. Участок IV формирования и подпрессовки плит (препресс линия)
5. Участок V горячего прессования плит
6. Участок VI форматирования готовой продукции
7. Участок VII шлифования и ламинирования плит
Изготовление ДСП 30 000 м3/год

Оборудование ДСП 30000 м3/год.
Древесно-стружечная плита (ДСП, ДСтП) - листовой композиционный материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок на одно- и многоэтажных прессах. Типы смол могут использоваться разные, основное их назначение - выступить в роли связующего вещества. Плотность таких плит составляет 660-750 кг/м3 в зависимости от толщины. Класс эмиссии Е1 делает их крайне безвредными и позволяет использовать данную продукцию внутри помещений в непосредственной близости от людей. ДСП имеет определенные преимущества по сравнению с обычным деревом. У древесностружечных плит нет сучков, трещин и пустот. Плиты ДСП изготавливаются с учетом ГОСТа, требования к ним предъявляются очень высокие. Плиты ДСП должны быть легкими в обработке, при этом обладать высокой прочностью и быть достаточно жесткими. Еще одним достоинством этих плит в отличие от натурального дерева является однородность, она не зависит от направления слоев. Плиты ДСП хорошо поддаются механической обработке (пилению, строганию, сверлению, фрезерованию), легко склеиваются и красятся. По некоторым физико-механическим свойствам ДСП превосходят натуральную древесину. В частности, они меньше разбухают от влаги; менее горючи; при неравномерном изменении влажности не коробятся; ДСП обладают хорошими тепло- и звукоизоляционными свойствами; более биостойки.
Внешне сорт ДСП можно опознать по качеству обработки поверхности плиты. Более качественный первый сорт - это шлифованная ДСП, поверхность второго сорта не столь безупречна и имеет некоторые дефекты. Кроме того, существует еще ряд различий в сортах древесностружечной плиты: поверхность мелкоструктурная или обычная, по виду марки П-А, П-Б (зависит от механических показателей), по водостойкости (обычная или повышенная), по содержанию формальдегидной смолы (Е1, Е2). Плиты ДСП, в основном, зависят от плотности, формы и размера древесных частиц, а также от количества и качества связующего материала. Различают плиты одно-, трех- и пятислойные. Не рекомендуется применять в помещениях с повышенной влажностью, в таких помещениях следует применять только гидрофобизованные или защищенные покрытиями плиты.
Ламинированное ДСП, это обыкновенное шлифованное ДСП, покрытое посредством физико-химического процесса бумажно-смоляными пленками. Процесс изготовления ЛДСП осуществляется под действием температуры (140-210 С) и давления (25-28 МПа). В результате этого процесса декоративно-защитный слой на плите ламинированного ДСП образуется за счет растекания смолы по поверхности плиты с последующим затвердеванием и образованием прочного покрытия. ЛДСП обеспечивает привлекательный внешний вид, хорошие потребительские качества и физико-механические свойства, не требует дальнейшей отделки и широко применяется для производства мебели.
Одним из основных достоинств ДСП является прочность, которая у ДСП ни чуть не хуже прочности натуральной древесины. Ещё одним достоинством шлифованного ДСП является легкость обработки, несмотря на большую плотность.
Сферы применения ДСП:
- обшивка стен и крыш;
- изготовление стеновых панелей;
- изготовление полов, оснований под ковровые и линолеумные покрытия, перегородок;
- изготовление съемной опалубки;
- изготовление мебели, стеллажей, полок, упаковки;
- строительство ограждений и разборных конструкций;
- использование для декорирования и отделки, благодаря оригинальной текстуре поверхности.

Шлифованная ДСП Ламинированная ДСП (ЛДСП)
Плотность: по плотности ДСП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³).
Номинальные размеры плит:
| Параметр | Значение, мм | Предельное отклонение, мм |
Толщина | От 8 до 38 | ±0,3* (для шлифованных плит) −0,3/ +1,7 (для нешлифованных плит) |
Длина | 1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 | ± 5,0 |
Ширина | 1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 | ± 5,0 |
Технологический поток производства ДСП

рис.1
Ведущим производителем и потребителем ДСП является Западная Европа, за которой следуют Северная Америка и Восточная Европа. В России объемы потребления на ДСП составляют около 4,0 млн. м3/год, а текущий объем производства - 3,6 млн. м3/год, импорт - 0,4 млн. м3/год. Крупным потребителем ДСП является Китай, но лишь небольшая часть китайского спроса (7-8%) удовлетворяется за счет международной торговли. ДСП – относительно дешевая продукция и потому практически не является объектом международной и трансконтинентальной торговли. Так, российские производители экспортируют лишь около 5% своей продукции в страны СНГ (см. рис. 2).

рис.2
В Западной Европе ожидается незначительный рост спроса на ДСП; в период до 2015 г. темпы прироста составят 1,1%/год. В России годовые темпы прироста спроса прогнозируются на уровне 5,2%, что означает около 270 000 м3/год в объемном выражении. Значительный рост спроса (3,7%/год) ожидается также в др. странах Восточной Европы. По расчетам, прирост потребления ДСП в Японии не превысит 0,9%/год. В Северной Америке в период 2004-2015 гг. ожидается сокращение спроса на уровне -1,2% /год. Наиболее динамичный рост будет происходить в Китае; здесь темпы прироста составят 8,3%/год, т.е. около 870 000 м3/год. Прирост мирового потребления ожидаются на уровне 2,6%/год. Экономический рост влечет за собой повышение уровня жизни, который сопровождается ростом спроса на мебель и реконструкцию жилья. Как следствие растущего спроса на рынке в ряде стран разрабатываются планы строительства заводов ДСП.
Баланс спроса и предложения на ДСП в России

Размеры плит должны соответствовать указанным в табл. 1. ГОСТ 10632-89
| Параметр | Значение, мм | Предельное отклонение, мм |
Толщина | От 8 до 38 | ±0,3 |
Длина | 1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 | ± 5,0 |
Ширина | 1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 | ± 5,0 |
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
2. Допускается выпускать плит размерами меньше основных на 200 мм с градацией 25 мм, в количестве не более 5% от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. 1.
4. Отклонение от прямолинейности кромок не должно быть более 2 мм.
5. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000 мм длины кромки.
6. Перпендикулярность кромок может определяться разностью длин диагоналей пластин, которая не должна быть более 0,2% длины плиты.
7. Плиты должны изготовляться с применением синтетических смол, разрешенных Минздравом.
8. Содержание вредных химических веществ, выделяемых плитами в производственных помещениях, не должно превышать предельно допустимых концентраций, утвержденных Минздравом для воздуха рабочей зоны производственных помещений.
9. В условиях эксплуатации количество химических веществ, выделяемых плитками, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных Минздравом для атмосферного воздуха.
Физико-механические показатели плит плотностью от 550 кг/м2 до 820 кг/м2 должны соответствовать нормам, указанным в табл. 2. ГОСТ 10632-89
| Наименование показателя | Норма для плит марок | |
П-А | П-Б | |
| Влажность, % Тн* Тв* Разбухание по толщине: за 24 ч (размер образцов 100Х100 мм), %, (Тв) за 2 ч (размер образцов 25Х25 мм), % (Тв)** Предел прочности при изгибе, МПа, для толщин,мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Предел прочности при растяжении перпендикулярно пласти плиты, МПа, для толщин, мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Удельное сопротивление выдергиванию шурупов, Н/мм (Тн)***: из пласти » кромки Покоробленность, мм (Тв) Шероховатость поверхности пласти Rm, мкм (Тв), для образцов а) с сухой поверхностью: от для шлифованных плит с обычной поверхностью от для шлифованных плит с мелкоструктурной поверхностью от для нешлифованных плит б) после 2 ч вымачивания***: для шлифованных плит с обычной поверхностью для шлифованных плит с мелкоструктурной поверхностью для нешлифованных плит | 5 | 5 |
* Тн и Тв - соответственно нижний и верхний пределы показателей.
** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
Качество поверхности плит должно соответствовать нормам, указанным в табл. 3. ГОСТ 10632-89
| Дефекты по ГОСТ 27935 | Норма для плит | |||
шлифованных, сортов: | не шлифованных, сортов: | |||
I | II | I | II | |
| Углубления (выступы) или царапины на пласти | Не допускаются | Допускаются на 1 м поверхности плиты не более двух углублений диаметром до 20 мм и глубиной до 0,3 мм или двух царапин длиной до 200 мм | Допускаются на площади не более 5% поверхности плиты, глубиной (высотой), мм, не более: 0,5 | 0,8 | |
| Парафиновые и масляные пятна, а также пятна от связующего | То же | Допускаются на 1 м поверхности плиты пятна площадью не более 1 см в количестве 2 шт. | Допускаются на площади не более 2% поверхности плиты | |
| Пылесмоляные пятна | » | Допускаются на площади не более 2% поверхности плиты | Допускаются | |
| Сколы кромок | Не допускаются (единичные глубиной по пласти 3 мм и менее протяженностью покромке15 мм и менее не учитываются) | Допускаются в пределах отклонений по длине (ширине) плиты | ||
| Выкрашивание углов | Не допускается (длиной по кромке 3 мм и менее не учитываются) | Допускается в пределах отклонений по длине (ширине) плиты | ||
| Дефекты шлифования(недошлифовка, прошлифовка, линейные следы от шлифования, волнистость поверхности) | Не допускаются | Допускаются площадью не более 10% площади каждой пласти | Не определяют | |
| Отдельные включения частиц коры на пласти плиты размером, мм, не более | 3 | 10 | 3 | 10 |
| Отдельные включения крупной стружки: для плит с мелкоструктурной поверхностью | Допускаются в количестве 5 шт. на 1 м пласти плиты размером, мм: 10-15 16-35 10-15 16-35 | |||
| для плит с обычной поверхностью | Не определяют | |||
Примечание.
Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта - более 10 до 15.
В зависимости от содержания формальдегида плиты изготовляют двух классов эмиссии, указанных в табл. 4. ГОСТ 10632-89
Класс эмиссии формальдегида | Содержание формальдегида, мг на 100 г абсолютно сухой плиты |
Е1 | До 10 включ. |
Е2 | Св. 10 до 30 включ. |
Е3 | Св. 30 до 60 включ. |
Примечание.
| № | Модель | Наименование |
Хар-ки |
Кол-во (шт.) | Мощность (кВт) | Прим. | |
| I | Участок подготовки сырья | ||||||
| 100 | BYD6 | Дебаркер + транспортер | 2 вала | 1 | 22,0 |
|
|
|
101 |
BY1110/12 |
Конвейер ленточный |
ширина=1 м; длина=12 м |
1 |
4,0 |
|
|
|
102 |
B2110 |
Барабанная дробилка |
диаметр барабана Ø=1000 мм |
1 |
200 |
|
|
|
103 |
BZ1110/26 |
Конвейер ленточный |
ширина=1 м; длина=26 м |
1 |
5,5 |
|
|
|
104 |
BZ1110/7 |
Конвейер ленточный передвижной |
ширина=1 м; длина=7 м |
1 |
3,0 |
|
|
|
105 |
BL2750 |
Бункер сырья (щепы) |
объем=50 м3 |
3 |
3x15,0 |
|
|
|
106 |
BZ1160/6 |
Ленточный конвейер |
ширина=0,6 м; длина=6 м |
3 |
3×2,2 |
|
|
|
107 |
B468 |
2-х барабанная дробилка для получения стружки |
диаметр барабана Ø=800 мм |
3 |
3×200,0 |
|
|
|
108 |
MS5-54 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
|
|
|
109 |
M32/22 |
Конвейер |
ширина=0,8 м; длина=22 м |
1 |
11,0 |
|
|
|
110 |
BL2650 |
Бункер |
объем=50 м3 |
3 |
3x15,0 |
|
|
| II |
Участок сушки сырья |
||||||
|
201 |
BY1160/16 |
Конвейер ленточный |
ширина=0,6 м; длина=16 м |
3 |
3x3,0 |
|
|
|
202 |
B233 |
Роторная сушка |
диаметр корпуса внешний Ø=2,9 м |
3 |
2×70,9 |
|
|
|
203 |
BY1160/6 |
Конвейер ленточный |
ширина=0,6м; длина=6 м |
3 |
3x2,2 |
|
|
|
204 |
BY1110/9 |
Конвейер ленточный |
ширина=1 м; длина=9 м, с магнитным сепаратором |
1 |
4,0 |
|
|
|
205 |
B1437 |
3-х уровневое вибросито |
6×30 мм, 3×15 мм |
1 |
4,0 |
|
|
|
206 |
MS5-54 No.6 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
|
|
|
207 |
MS5-54 No.8 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
45,0 |
|
|
|
208 |
BY1160/6 |
Конвейер ленточный |
ширина=0,6 м; длина=6 м |
1 |
2,2 |
|
|
|
209 |
B5612 |
Дробилка для получения сырья тонкой фракции |
диаметр барабана Ø=1200 мм |
1 |
200,0 |
|
|
|
210 |
MS5-54 No.5 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
17,2 |
|
|
|
211 |
BC2750 |
Бункер для внутреннего слоя |
объем=30 м3 |
1 |
8,5 |
|
|
|
212 |
BC2450 |
Бункер для внешних слоев |
объем=15 м3 |
1 |
8,5 |
|
|
|
213 |
- |
Система пылеудаления |
- |
1 |
Опция |
||
|
III |
Участок клееподготовки и осмоления сырья | ||||||
|
301 |
- |
Емкость для хранения клея |
Объем=20 м3 |
1 |
Опция |
||
|
302 |
- |
Насосная установка для клея |
Расход=250 л/мин |
1 |
2,2 |
|
|
|
303 |
- |
Насос для подачи клея для внешних слоев |
Расход=0~60 л/мин |
1 |
1,5 |
|
|
|
304 |
- |
Насос для подачи клея для внутреннего слоя |
Расход=0~60 л/мин |
1 |
1,5 |
|
|
|
305 |
- |
Клеевой миксер |
Объем=1,5 м3 |
1 |
2,2 |
|
|
|
306 |
- |
Емкость с клеем для внешних слоев плиты |
Объем=1,5 м3 |
1 |
1,5 |
|
|
|
307 |
- |
Емкость с клеем для внутреннего слоя плиты |
Объем=1,5 м3 |
1 |
1,5 |
|
|
|
308 |
BР1160/3 |
Конвейер ленточный |
ширина=0,6 м; длина=16 м |
2 |
2x3,3 |
|
|
|
309 |
BP1250 | Ротор осмоления стружки |
Ø=510 мм |
2 |
2х30,0 |
|
|
|
310 |
BB1160/22 |
Конвейер ленточный |
ширина=0,6 м, длина=22 м; с магнитным сепаратором |
2 |
2x4,0 |
|
|
|
IV |
Участок формирования и предварительного прессования (препресс линия) ДСП плиты |
||||||
|
401 |
BF43 |
Формирующая машина |
рабочая ширина=1,83 м |
1 |
85,0 |
|
|
|
402 |
BZ8314/2 |
Предпресс |
диаметр ролика Ø=0,96м; длина=2 м |
1 |
33,0 |
|
|
|
403 |
B-1113 |
Диагональная пила |
пильный диск Ø=0,4м; рабочая ширина=1,3 м |
1 |
1,5+2,2 |
|
|
|
404 |
BB1250 |
Кромкообрезной станок |
пильный диск Ø=0,3м |
2 |
2х1,1 |
|
|
|
405 |
BW1232/3 |
Рециркуляционный шнековый конвейер |
ширина=0,3 м; длина=3 м |
1 |
3,0 |
|
|
|
406 |
BW1160/19 |
Рециркуляционный шнековый конвейер 2 |
ширина=0,6 м; длина=19 м |
1 |
4,0 |
|
|
|
407 |
BH1015 |
Синхронный конвейер 1 |
ширина=2 м |
1 |
- |
|
|
|
408 |
BHZ1315 |
Конвейер ускоритель 1 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
|
|
|
409 |
BZH1315 |
Конвейер ускоритель 2 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
|
|
|
410 |
HS-2 |
Весы |
- |
1 |
- |
|
|
|
411 |
BZ1315 |
Конвейер ускоритель 1 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
|
|
|
412 |
BB1315 |
Конвейер ускоритель 2 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
|
|
| V |
Зона горячего прессования |
||||||
|
501 |
BL-13 |
Загрузочный станок |
13 пролетов |
1 |
11,0 |
|
|
|
502 |
BH124×13 |
Горячий пресс |
13 пролетов, расстояние между плитами =120 мм |
1 |
223,0 |
|
|
|
503 |
UB-13 |
Разгрузочный станок |
13 пролетов |
1 |
7,5 |
|
|
|
504 |
- |
Система удаления горячего пара и паров клея из зоны прессования |
- |
2 |
2х4,0 |
|
|
|
505 |
- |
Корпус системы удаления пара |
- |
1 |
Опция |
||
|
506 |
BN-354 |
Конвейер |
ширина=0,4 м, длина=3,6 м |
1 |
0,75 |
|
|
VI |
Зона форматирования плит ДСП |
||||||
|
601 |
B422 |
Подающий конвейер |
- |
1 |
1,1 |
|
|
|
602 |
B4230 |
Система охлаждения плит |
Рассчитана на загрузку 13 плит |
1 |
2,2 |
|
|
|
603 |
BC423 |
Конвейер на выходе |
- |
1 |
1,1 |
|
|
|
604 |
BY3715 |
Подающий конвейер |
- |
1 |
1,1 |
|
|
|
605 |
B1112C | Станок продольного форматирования |
рабочая ширина=1,83 м |
1 |
2х4+1,5 |
|
|
|
606 |
BY1122 |
Ленточный конвейер |
- |
1 |
1,1 |
|
|
|
607 |
BY3215 |
Конвейер реверсивный |
-
|
1 |
1,1+3,0 |
|
|
|
608 |
B2124 |
Пильный станок поперечного форматирования |
рабочая ширина=2,44 м или 2,75 м |
1 |
2х4+1,1 |
|
|
|
609 |
BY3920 |
Разгрузочный роликовый конвейер |
- |
1 |
0,75 |
|
|
|
610 |
B4X8/2 |
Гидравлический стол |
Грузоподъемность ≤2 тонн; с роликами |
1 |
3,0 |
|
|
|
611 |
BV-1 |
Укладчик |
- |
1 |
- |
|
|
|
612 |
B-114 |
Подъемник с роликами |
- |
1 |
- |
|
|
|
613 |
- |
Система пылеудаления |
- |
1 |
Опция |
||
VII |
Зона шлифования ДСП и ламинирования ДСП |
||||||
|
701 |
BY114 |
Подъемник с роликами |
- |
2 |
2x1,5 |
|
|
|
702 |
B-116X8/2 |
Гидравлический стол |
грузоподъемность≤2 тонн |
2 |
2X1,5 |
|
|
|
703 |
BY-48 |
Подающий роликовый конвейер |
- |
1 |
1,5 |
|
|
|
704 |
BG2719 |
4-х агрегатный калибровальный станок |
шлифование и калибрование плиты в размер |
1 |
110х2+90х2+11 |
|
|
|
705 |
B-12 |
Ленточный конвейер |
- |
1 |
1,5 |
|
|
706 | - | Разгрузочный укладчик плит | - | 1 | 3,0 | ||
|
707 |
- |
Система загрузки ДСП |
- |
1 |
9,0 |
|
|
708 | - | Пресс для ламинации ДСП | - | 1 | 45,0 | ||
709 | - | Система выгрузки плит | - | 1 | 9,0 | ||
|
710 |
- |
Система пылеудаления |
- |
1 |
Опция |
||
|
VIII | Панель управления |
||||||
|
Линия ламинирования ДСП 4х8 (1220х2440 мм) |
- |
|
Формат 6х9 (1875х2750 мм) |
Опция |
|
Линия ламинирования ДСП лист формата 4х8 (1220*2440 мм) |
- |
|
Формат 6х9 (1875*2750 мм) |
- |
|
Пусконаладочные работы |
- |
|
Разработка индивидуального проекта |
- |
ИСКЛЮЧЕНИЯ ИЗ КОМПЛЕКТНОСТИ ПОСТАВКИ И ЛОКАЛЬНО ПРИОБРЕТАЕМЫЕ МАТЕРИАЛЫ. Оборудование для производства ЛДСП.
Здания/фундаменты/доставка/транспорт
Инструмент/аксессуары для работы на линии
Система нагревания/гидравлика линии
Сжатый воздух/удаляемый воздух/вода
Электрика/передача данных
Устройства безопасности
Доставка товаров осуществляется по всей территории России, а также в страны СНГ. Отправка заказов в регионы оплачивается покупателем в соответствии с тарифами транспортной компании, осуществляющей перевозку. Доставка оплачивается покупателем при получении груза в транспортной компании. Также возможен самовывоз с нашего склада в Москве.
Мы работаем с компаниями:





Котлы на отходах древесины тепловая мощность мощность: 1500 кВт. Виды топлива: щепа, опилки, стружка.