

195 313 ₽
Артикул: 4871
Заказать
Подробнее
Бесплатный звонок по РФ
8 (800) 775 27 18|
Спецификация |
Ед. изм. |
U-380A |
|
|
Перемещение |
Ось X |
мм |
600 |
|
Ось Y |
мм |
400 |
|
|
Ось Z |
мм |
430 |
|
|
Ось А |
° |
+30~-110 |
|
|
Ось С |
° |
360 |
|
|
Система управления |
Система |
- |
Syntec/Lynuc/Fanuc |
|
Всего осей |
- |
5 |
|
|
Точность (VDI 3441) |
Точность позиционирования по осям X/Y/Z |
мм |
±0,005/300 |
|
Точность позиционирования осей X/Y/Z |
мм |
±0,003/300 |
|
|
Точность позиционирования оси A/C |
" |
±10 |
|
|
Точность репозиционирования оси A/C |
" |
±5 |
|
|
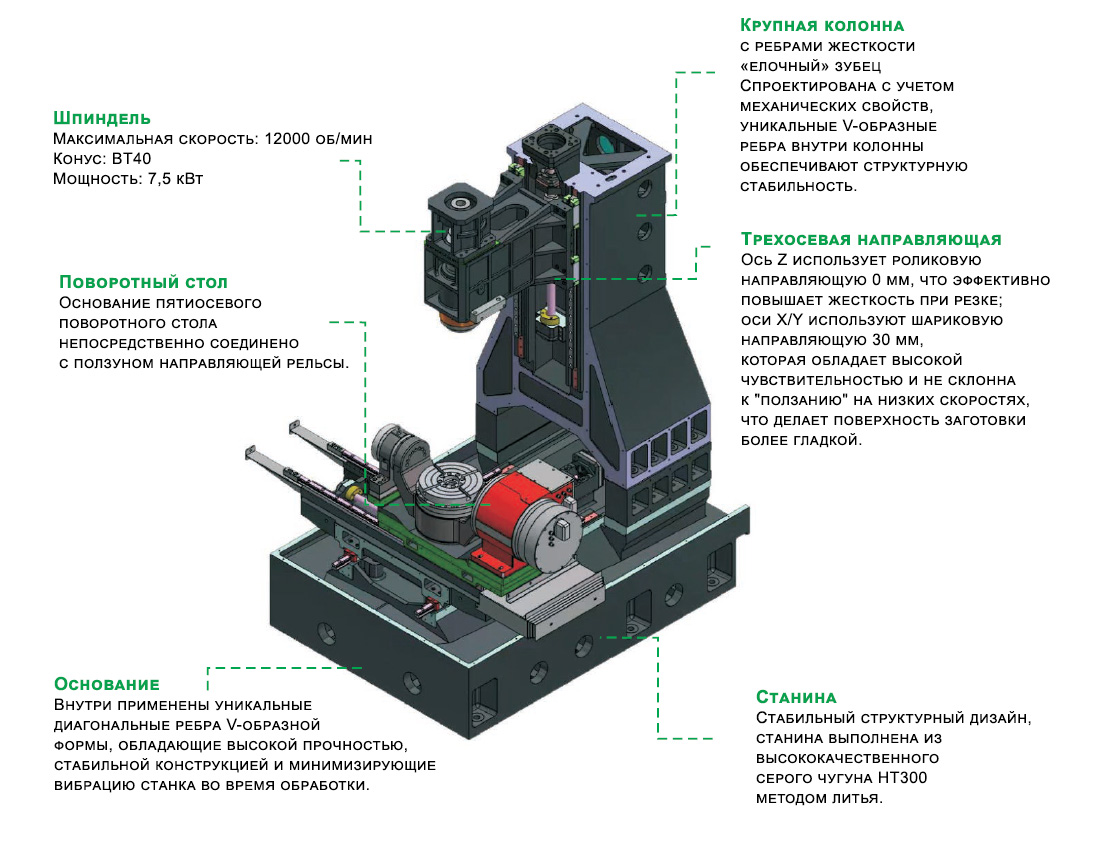
Шпиндель |
Конус шпинделя |
- |
BT40 |
|
Скорость шпинделя |
об/мин |
12000/15000 |
|
|
Тип привода шпинделя |
- |
прямой |
|
|
Центр шпинделя к направляющей оси Z |
мм |
467 |
|
|
Торец шпинделя к поверхности рабочего стола |
мм |
40-470 |
|
|
Стол |
Диаметр поворотного стола |
мм |
Ф260 |
|
Максимальный диаметр обработки |
мм |
Φ380 |
|
|
Максимальная высота обработки |
мм |
300 |
|
|
Нагрузка на стол |
кг |
60 |
|
|
Т-образные пазы |
мм |
4-12H7×90° |
|
|
Направляющая |
Линейные (роликовые) направляющие X/Y/Z |
мм |
2816/2816/3216 |
|
Тип направляющей осей X/Y/Z |
- |
линейный |
|
|
Инструментальный магазин |
Количество инструментов |
шт |
24 |
|
Длина/вес инструмента |
- |
300 мм/8 кг |
|
|
Диаметр инструмента |
мм |
ø80 - ø150 |
|
|
Мощность двигателя |
Двигатель шпинделя |
кВт |
7,5 |
|
Серводвигатель осей X/Y/Z |
кВт |
2/2/3 |
|
|
Двигатель насоса охлаждающей жидкости |
в |
750×1,1350×1 |
|
|
Подача |
Ускоренная подача по осям X/Y/Z |
м/мин |
48 |
|
Быстрая подача по оси A/C |
об/мин |
100/234 |
|
|
Рабочие подачи |
м/мин |
10 |
|
|
Прочее |
Мощность |
кВА |
20 |
|
Давление воздуха |
кг/см2 |
6~8 |
|
|
Размеры |
мм |
2030×2675×2640 |
|
|
Масса |
кг |
4900 |
|

|

|

|
|
Максимальный диаметр обработки: 380 мм Максимальная высота обработки: 300 мм |
(ось A (+90°)) поверхность стола до центра шпинделя = 300 мм |
Торец шпинделя до поверхности поворотного стола = 40~470 мм |

|
Каждая деталь проходит точную инспекцию,
только после этого осуществляется переход к следующей рабочей процедуре. |
|

|
Каждый станок проходит проверку твердости рабочего стола,
затем происходит переход к следующему сборочному процессу. |
|

|
Каждый станок проходит проверку параллельности направляющих оптическим методом,
для обеспечения точности направляющих. |
|

|
Использование ручного шабрения, это базовая отправная точка для точности
функционирования прецизионного оборудования. |
|

|
Точность балансировки шпинделя менее 3 мкм,
для обеспечения дальнейшей хорошей поверхностной обработки. |
|

|
После сборки станка проверяется вертикальность его трёх осей.
|
|

|
Проводится тест биения шпинделя перед выходом станка с завода,
чтобы качество станка соответствовало требованиям фактической обработки. |
|

|
Инструмент Renishaw ballbar и оптимизация системы ЧПУ сервоприводов
обеспечивают прямолинейность и вертикальную точность станка. |
|

|
Используется лазерный интерферометр Renishaw для проверки поворотного стола (четвёртая/пятая ось) и выполняется компенсация в реальном времени.
|
|

|
Динамическое балансирование шпинделя на различных скоростях требует погрешности менее 3 мкм,
для обеспечения дальнейшего хорошего качества обработки поверхностей. |
|
Доставка товаров осуществляется по всей территории России, а также в страны СНГ. Отправка заказов в регионы оплачивается покупателем в соответствии с тарифами транспортной компании, осуществляющей перевозку. Доставка оплачивается покупателем при получении груза в транспортной компании. Также возможен самовывоз с нашего склада в Москве.
Мы работаем с компаниями:








Применяется для упаковывания в термоусадочную плёнку столярных и мебельных изделий.







































{kind=link}