Современное машиностроительное производство требует максимальной эффективности и автоматизации процессов. Особенно это касается токарной обработки, где время простоя станка при смене заготовок напрямую влияет на производительность всего предприятия. Барфидер — устройство автоматической подачи прутка — становится ключевым решением для повышения эффективности токарных станков с ЧПУ.
Что такое барфидер и принцип его работы
Автоматический податчик прутка (барфидер) представляет собой высокотехнологичное устройство для автоматической подачи металлических прутковых заготовок в токарный станок с ЧПУ. Система полностью заменяет ручную загрузку, повышая производительность на 30-50% и исключая влияние человеческого фактора.
Принцип работы барфидера основан на четырех основных этапах. Первый этап — загрузка прутка, когда оператор помещает заготовки в специальный загрузочный лоток или накопитель. Второй этап — автоматическая подача, при которой система захватывает пруток и подает его в шпиндель токарного станка. Третий этап включает точное позиционирование заготовки для обработки с использованием упоров и измерительных систем. Завершающий четвертый этап — автоматический отвод остатков после завершения обработки детали.
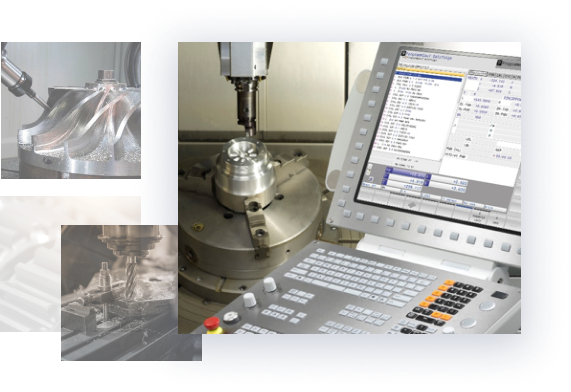
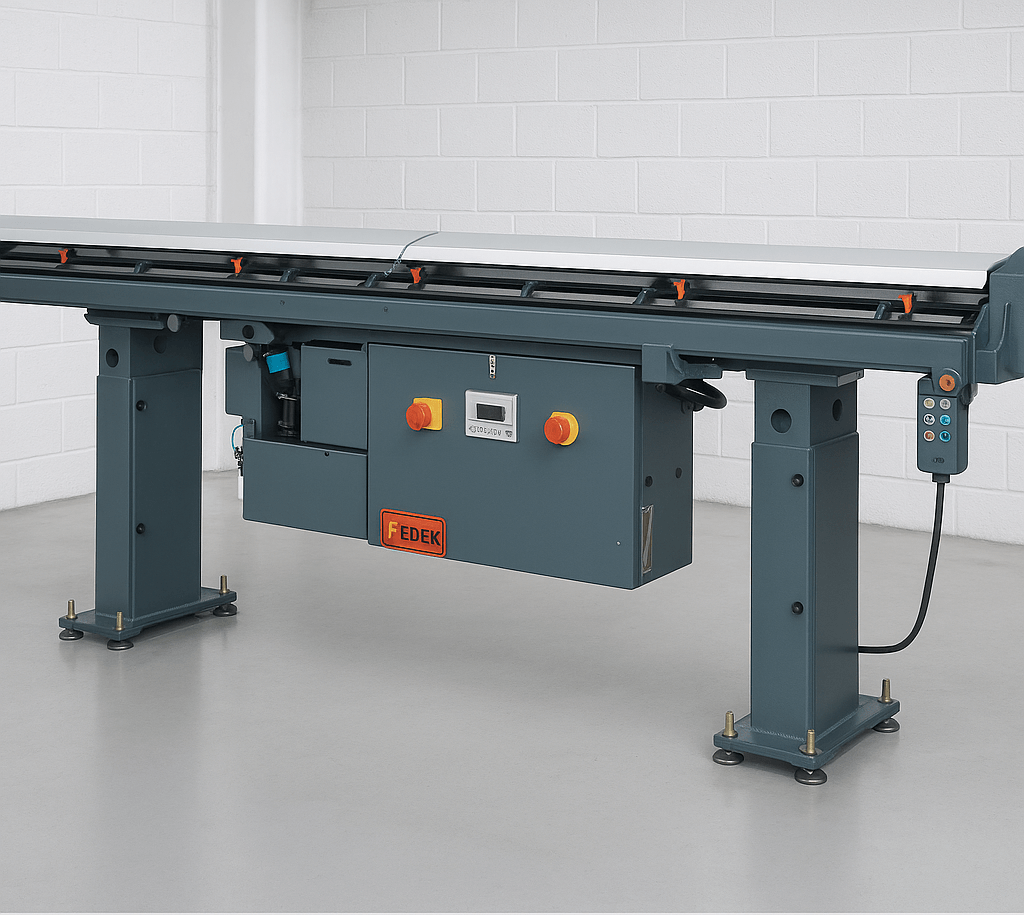
Устройство оснащено промышленным контроллером с выносным пультом управления, на котором расположены переключатели ручного и автоматического режимов, кнопка аварийной остановки и система перевода между режимами подачи и загрузки. Длину подачи регулируют с помощью специального упора, что обеспечивает высокую точность позиционирования заготовки.

Техническое устройство и компоненты системы
Современный барфидер состоит из нескольких ключевых компонентов. Загрузочный механизм включает лоток с направляющими, настраиваемыми под определенный угол наклона, длину, диаметр и форму заготовки. Прижимные устройства используют гидравлические или пневматические приводы для надежного захвата и перемещения прутков.
Основные компоненты системы включают:
- Загрузочный лоток с регулируемыми направляющими для различных типов заготовок
- Прижимной механизм с гидравлическими или пневматическими приводами
- Система измерения длины с энкодерами и датчиками позиционирования
- Блок управления с интеграцией в систему ЧПУ токарного станка
- Демпфирующие каналы с гидравлическим маслом для гашения вибраций
- Адаптерные втулки для согласования различных диаметров прутка
Особое значение имеет система измерения длины, включающая энкодеры и датчики, которые обеспечивают точное позиционирование заготовки. Блок управления интегрируется с системой ЧПУ токарного станка, что позволяет синхронизировать работу барфидера с производственным циклом.
В каналы подающего устройства подается специальное гидравлическое масло для демпфирования вибраций, возникающих из-за кривизны прутка при вращении заготовки — это так называемый гидродинамический эффект. Для согласования диаметров прутка применяются специальные пластиковые втулки, адаптированные под конкретный диаметр заготовки.
Типы барфидеров и их характеристики
Классификация барфидеров производится по типу привода и грузоподъемности. Легкие пневматические барфидеры рассчитаны на работу с прутками диаметром 1-20 мм, имеют грузоподъемность до 50 кг и скорость подачи до 3 м/мин. Эти устройства идеально подходят для обработки точных деталей небольшого диаметра на токарных станках СТМС серии TH.
Средние гидравлические барфидеры предназначены для прутков диаметром 20-60 мм, обладают грузоподъемностью до 200 кг и скоростью подачи до 1,5 м/мин. Такие системы оптимально подходят для работы с многофункциональными токарными станками DOOSAN, которые обеспечивают высокую точность обработки в длительном непрерывном режиме.
Тяжелые электромеханические барфидеры работают с прутками диаметром 60-120 мм, имеют грузоподъемность до 1000 кг и скорость подачи до 0,8 м/мин. Эти мощные системы идеально интегрируются с пятиосевыми обрабатывающими центрами.
Современные модели, такие как серия АСС16ПР, обеспечивают работу с прутками диаметром от 5 до 28 мм при максимальной длине до 3000 мм. Емкость магазина может достигать 18 прутков общим весом до 100 кг, что обеспечивает длительную автономную работу системы.
Автоматизация токарных автоматов продольного точения
Особый интерес представляет применение барфидеров с токарными автоматами продольного точения швейцарского типа. Эти станки, известные также как Swiss Type, впервые разработанные в 1880 году в Швейцарии, предназначены для изготовления высокоточных деталей малого размера из прутковой заготовки.
Принципиальное отличие швейцарских автоматов заключается в том, что продольное движение передается заготовке — прутку, а не инструменту. Заготовка надвигается на статично установленный резец, что обеспечивает необходимую жесткость обработки и высокую точность позиционирования инструментов на больших скоростях.
Современные автоматы продольного точения, такие как JINN FA серии JSL (JSL-20AB, JSL-26AB, JSL-32AB, JSL-42AB), имеют контршпиндель, расположенный напротив основного, и несколько позиционируемых блоков приводного и режущего инструмента. Эти станки обеспечивают двухканальную обработку деталей с программированием двух синхронизированных управляющих программ.
Ключевой особенностью швейцарских станков является направляющая втулка (люнетная цанга), которая повышает жесткость и точность обработки. Съемная направляющая втулка обеспечивает оптимальную обработку как длинных, так и коротких заготовок.
Экономические преимущества автоматизации
Внедрение барфидеров обеспечивает существенные экономические выгоды. Увеличение производительности на 25-50% достигается за счет исключения времени простоя станка при смене заготовок. Автоматизация позволяет организовать непрерывное производство с минимальными простоями, что особенно важно для серийного выпуска продукции.
Ключевые экономические преимущества включают:
- Повышение производительности на 25-50% за счет исключения простоев при смене заготовок
- Снижение влияния человеческого фактора и уменьшение количества брака
- Экономия материала благодаря минимизации остатков прутка после обработки
- Возможность работы 24/7 без постоянного присутствия оператора
- Повышение безопасности труда за счет исключения ручного взаимодействия с вращающимися частями
- Стабилизация качества продукции благодаря точному позиционированию заготовок
Снижение влияния человеческого фактора приводит к уменьшению количества брака и повышению стабильности качества продукции. Точная подача заготовок исключает ошибки позиционирования, характерные для ручной загрузки.
Экономия материала обеспечивается за счет минимизации остатков прутка после обработки. Автоматические системы оптимально используют длину заготовки, что снижает себестоимость производства деталей.
Значительно повышается безопасность труда, поскольку исключается необходимость ручного взаимодействия оператора с вращающимися частями станка. Возможность работы в режиме 24/7 с токарными станками СТМС позволяет максимально эффективно использовать производственные мощности.
Интеграция с современными системами ЧПУ
Для успешной работы барфидера необходимо обеспечить его интеграцию с системой ЧПУ токарного станка. Станок должен иметь полый (сквозной) шпиндель для прохождения прутковой заготовки. Необходимо наличие механизированного патрона с системой обратной связи для автоматического зажима и разжима заготовки.
Горизонтальная компоновка станка является обязательным требованием для установки барфидера, поскольку система подачи работает в горизонтальной плоскости. Современные токарные станки СТМС серии TH полностью соответствуют этим требованиям.
Управление, настройка и работа устройства осуществляется системой ЧПУ станка, что обеспечивает полную синхронизацию всех операций. При наличии пруткоподатчика в управляющую программу прописывается управление этими узлами, что позволяет создать полностью автоматизированный производственный цикл.
Настройка и оптимизация работы системы
Правильная настройка барфидера критически важна для достижения максимальной эффективности. Система должна быть откалибрована под различные диаметры прутков — современные барфидеры работают с заготовками от 5 до 65 мм в диаметре.
Регулирование скорости подачи должно соответствовать характеристикам конкретного токарного станка и типу обрабатываемого материала. Для стальных заготовок оптимальная скорость подачи составляет 1-3 м/мин в зависимости от диаметра прутка.
Системы автоматической загрузки позволяют загружать в накопитель до 18 прутков одновременно, что обеспечивает длительную работу без вмешательства оператора. Время смены прутков составляет приблизительно 19 секунд, что минимизирует простои оборудования.
Адаптация под конкретные модели токарных станков требует точной настройки высоты шпинделя (стандартно 1180±100 мм) и подачи сжатого воздуха (6 кг/см²).
Перспективы развития автоматизации
Будущее автоматических систем подачи заготовок связано с интеграцией технологий Industry 4.0. Развиваются интеллектуальные системы управления, способные самостоятельно адаптироваться к изменениям в производственном процессе и оптимизировать параметры работы в режиме реального времени.
Роботизация металлообработки открывает новые возможности для создания полностью автономных производственных ячеек. Интеграция барфидеров с роботизированными системами позволит создать производственные линии, способные работать без участия человека в течение длительного времени.
Автоматизация подачи заготовок становится ключевым фактором повышения конкурентоспособности современных машиностроительных предприятий, обеспечивая снижение себестоимости продукции при одновременном повышении ее качества и стабильности характеристик.
Внедрение барфидеров в производство с использованием токарных станков СТМС, DOOSAN и других марок обеспечивает быструю окупаемость инвестиций и существенное повышение производительности токарных участков.